The Fundamentals How Climb and Conventional Milling Work
Milling is a core machining process where a rotating cutting tool removes material from a workpiece. The direction the cutter rotates relative to the feed movement defines two primary methods: conventional milling et climb milling.
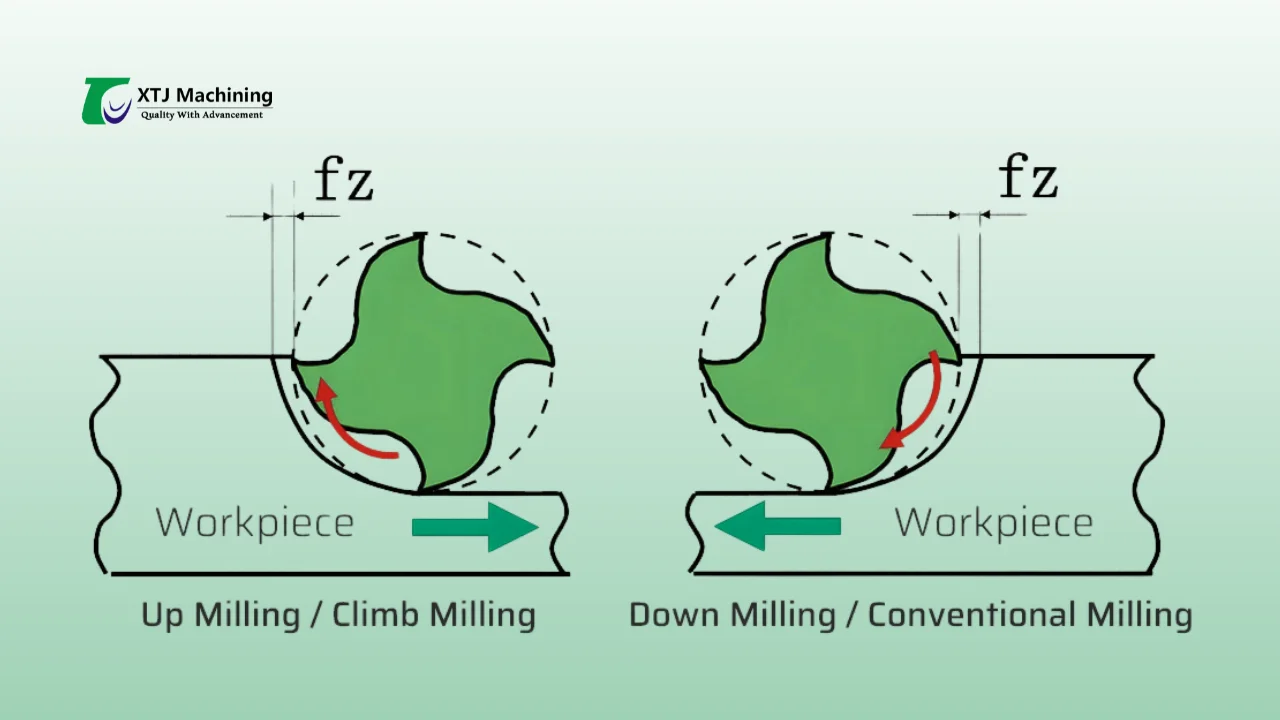
Core Mechanics of Conventional Milling (Up Milling)
In conventional milling (also called up milling), the cutter rotates against the direction of the feed. Here’s how it works:
- The cutting edge begins machining the material at zero chip thickness and increases throughout the cut.
- This gradual engagement means the tool starts by rubbing against the workpiece, creating higher friction and heat.
- The chip thickness increases as the cutter rotates, letting the tool “plow” through material.
- Cutting forces tend to push the workpiece upward et away from the cutter.
- This leads to more tool deflection and a rougher surface finish but can be safer on older machines with backlash issues.
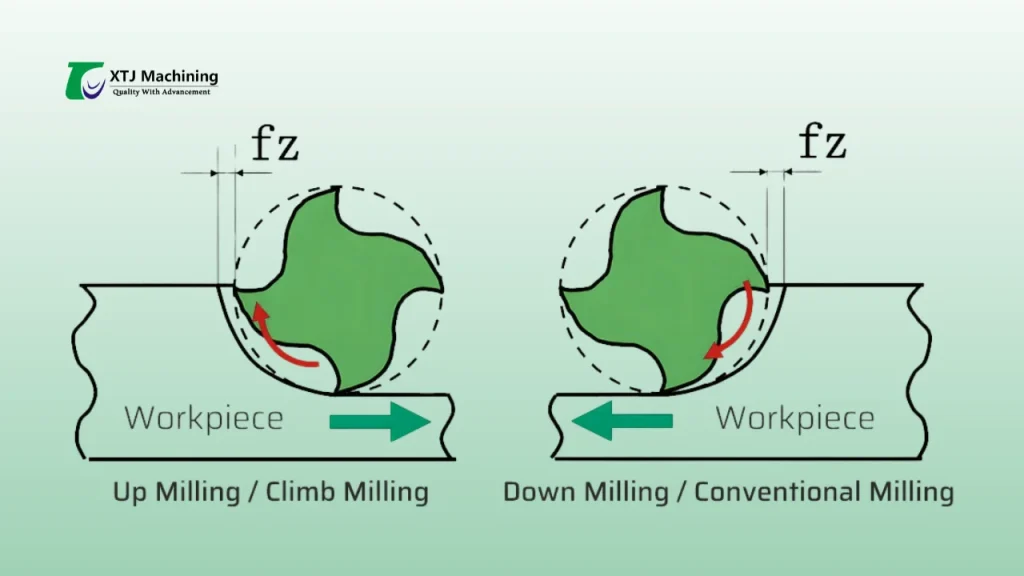
Core Mechanics of Climb Milling (Down Milling)
In climb milling (also called down milling), the cutter rotates with the feed direction:
- The cutter engages with the workpiece at maximum chip thickness and the chip thickness decreases to zero as the cut finishes.
- This results in less rubbing and heat generation because the tool bites into the material from the start.
- The cutting forces push the workpiece downward et toward the table, enhancing stability.
- Climb milling generally offers better surface finishes and longer tool life but requires machines with minimal backlash.
Key Comparison Table
| Aspect | Conventional Milling (Up Milling) | Climb Milling (Down Milling) |
|---|---|---|
| Direction of Cut | Cutter rotates against cURL Too many subrequests. | Cutter rotates with cURL Too many subrequests. |
| cURL Too many subrequests. | cURL Too many subrequests. | cURL Too many subrequests. |
| cURL Too many subrequests. | cURL Too many subrequests. cURL Too many subrequests. | cURL Too many subrequests. cURL Too many subrequests. |
| cURL Too many subrequests. | Plus élevé | Plus faible |
| Finition de surface | cURL Too many subrequests. | cURL Too many subrequests. |
| cURL Too many subrequests. | cURL Too many subrequests. | cURL Too many subrequests. |
| cURL Too many subrequests. | cURL Too many subrequests. | cURL Too many subrequests. |
cURL Too many subrequests.
Pros and Cons A Head-to-Head Comparison
Advantages and Drawbacks of Conventional Milling
Avantages :
- Better for older machines without backlash compensation
- Easier to control tool deflection since cutting force pushes tool away from the part
- Safer for thin-walled or delicate parts prone to pulling in
- Good for roughing operations and lower cutting speeds
Drawbacks:
- Higher tool wear due to rubbing at the start of the cut
- Poorer surface finish compared to climb milling
- More heat generated, which can affect tool life
- Chip evacuation is less efficient because chips move against the cutter rotation
Advantages and Drawbacks of Climb Milling
Avantages :
- Produces better surface finish due to gradual chip thickness reduction
- Lower cutting forces, reducing tool wear and extending end mill tool life
- Chips evacuate cleaner as they move with the cutter rotation
- Ideal for CNC machines with backlash compensation for smoother cuts
Drawbacks:
- Can pull the workpiece into the cutter, risking damage without proper fixturing
- Not recommended for machines with backlash or worn lead screws
- Requires precise speed and feed settings, narrow RPM tolerance
- Slightly more complex setup and monitoring to avoid machining chatter
Pros Cons Table Including RPM Tolerance and Chip Evacuation
| Caractéristique | Conventional Milling | Climb Milling |
|---|---|---|
| Usure des outils | Higher due to rubbing | Lower, smoother cut |
| Finition de surface | cURL Too many subrequests. | cURL Too many subrequests. |
| Chip Evacuation | Less efficient, against rotation | More efficient, with rotation |
| Machine Requirements | Works on older machines | Needs backlash compensation |
| Cutting Forces | Pushes tool away from work | Pulls tool into work |
| RPM Tolerance | Wider tolerance, forgiving | Narrow tolerance, precise |
| Setup Complexity | Easier setup | Requires precise control |
This comparison helps decide which milling approach fits your shop’s machines and parts best.
cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
- cURL Too many subrequests.
- cURL Too many subrequests.
- cURL Too many subrequests.
- cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
- cURL Too many subrequests.
- cURL Too many subrequests.
- cURL Too many subrequests.
- cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
- cURL Too many subrequests.
- cURL Too many subrequests.
- cURL Too many subrequests.
cURL Too many subrequests.
Impact on Tool Life Surface Finish and Efficiency
Tool Wear and Longevity Differences Between Climb and Conventional Milling
Climb milling generally puts less stress on the cutting tool because the chip thickness starts thick and gradually thins, reducing tool deflection and heat buildup. This leads to longer tool life and less frequent replacements. Conventional milling, on the other hand, tends to push the tool into the material with a thinner chip first, causing more rubbing and faster wear.
- Climb Milling: Reduced tool wear, better heat dissipation, longer tool life
- Conventional Milling: Increased tool wear, more rubbing, shorter tool life
Surface Quality Metrics and Coolant Use
When it comes to surface finish, climb milling usually wins because the cutting action pulls the material away cleanly, minimizing burrs and leaving a smoother finish. Conventional milling can leave a rougher surface due to the initial rubbing before the cut starts. Coolant usage plays a role in both but is particularly important in conventional milling to reduce heat and tool wear.
- Finition de surface: Climb milling offers smoother, cleaner cuts
- Coolant Use: Essential in both, but more critical with conventional milling to prevent overheating
Overall Efficiency Gains and Optimization Tips
Climb milling often allows for higher feed rates and faster RPMs because of better chip evacuation and less tool wear, boosting overall productivity. Conventional milling may require slower speeds but can still be useful where machine rigidity or backlash issues exist.
| Facteur | Climb Milling | Conventional Milling |
|---|---|---|
| Recommended RPM | Plus élevé | Plus faible |
| Feed Rates | Faster | Plus lent |
| Chip Evacuation | Efficient | Less efficient |
| Durée de vie de l'outil | Longer | Shorter |
| Finition de surface | Better | cURL Too many subrequests. |
Optimization Tips:
- Use climb milling whenever possible on CNC machines with proper backlash compensation.
- Adjust feed and speed charts according to material and cutter specs.
- Apply coolant strategically to manage heat and extend tool life.
- Run precut tests to find the sweet spot for your machine and tooling setup.
Common Mistakes and Troubleshooting Avoid Pitfalls in Your Shop
Frequent Errors Using Climb and Conventional Milling
- Choosing the wrong milling direction for the material or setup. For example, using climb milling on machines with backlash can cause tool deflection and poor surface finish.
- Ignoring machine condition and stiffness. Conventional milling can better handle older or less rigid machines, but applying climb milling in such cases often leads to chatter and vibration.
- Poor chip evacuation during climb milling. Since chips flow differently in climb milling, failing to optimize coolant and chip clearance can cause tool damage.
- Incorrect feeds and speeds. Using climb milling speeds and feeds when the cutter isn’t suited for it results in tool wear or breakage.
- Overlooking backlash compensation in CNC. Without proper compensation, climb milling results in dimensional inaccuracies.
Diagnostics and Signs of Wrong Milling Choice
- Excessive tool wear or rapid dulling indicates a mismatch between milling method and cutter/tool setup.
- cURL Too many subrequests. cURL Too many subrequests.
- cURL Too many subrequests. fini de surface, cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests., cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests., cURL Too many subrequests.
cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests.
- Utilisation cURL Too many subrequests. cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests.
- Consult with experienced teams like XTJ Precision Mfg for tailored advice on tool selection, milling direction, and machine setup.
- Regularly maintain machines to reduce backlash and vibration — especially critical when using climb milling techniques.
By addressing these common mistakes early and using testing combined with expert insight, you’ll avoid costly downtime, improve tool life, and get better surface finishes regardless of whether you’re climb milling or conventional milling.
FAQs Quick Answers on Climb vs Conventional Milling
Here are quick answers to common questions about climb milling vs conventional milling, especially for shops in the U.S. using CNC machines.
What are the main differences between climb and conventional milling?
| Aspect | Conventional Milling (Up Milling) | Climb Milling (Down Milling) |
|---|---|---|
| Cutter rotation vs feed | Cutter rotates against feed direction | Cutter rotates with feed direction |
| Chip thickness | Starts thin, thickens throughout cut | Starts thick, thins out |
| Cutting forces | Pushes workpiece upward | Pulls workpiece downward |
| Tool deflection | Higher, more tool wear | Lower, better tool life |
| Finition de surface | Rougher finish | Smoother finish |
| Recommended use | Older machines with backlash | Modern CNCs with rigid setups |
Is climb milling suitable for CNC machines?
Yes, climb milling is generally better for CNC machines because it provides a smoother cut, improved tool life, and better chip evacuation. However, it requires machines with minimal backlash and solid rigidity to avoid tool damage or poor finish.
How does milling direction affect tool life?
- Climb milling usually extends tool life due to lower cutting forces and less rubbing.
- Conventional milling often causes faster tool wear since the cutter teeth rub more against the material before cutting.
Can both milling methods be mixed in a process?
Absolutely. Hybrid strategies can combine climb milling for finish cuts and conventional milling for roughing, optimizing both tool life and surface quality.
What are common mistakes to avoid with each method?
- Using climb milling on machines with backlash can cause tool crash or poor finish.
- Over-relying on conventional milling can lead to excessive tool wear and rough surface finish.
For more detailed insights on optimizing milling processes for CNC, check out this guide on how to optimize your face milling process for superior results.

