







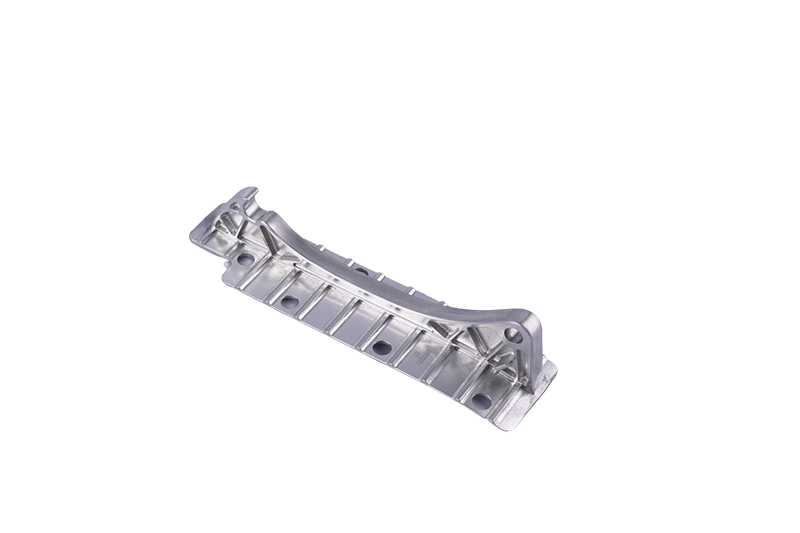
アルミニウム(6061、7075)
陽極酸化、粉体塗装。.
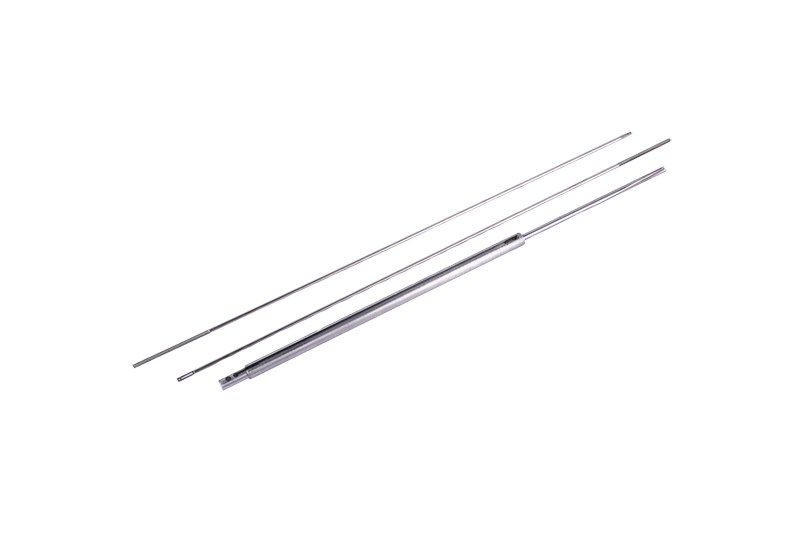
ステンレス鋼(304、316)
研磨、ビーズブラスト。.

チタン(グレード5)
電気めっき、レーザー彫刻。.
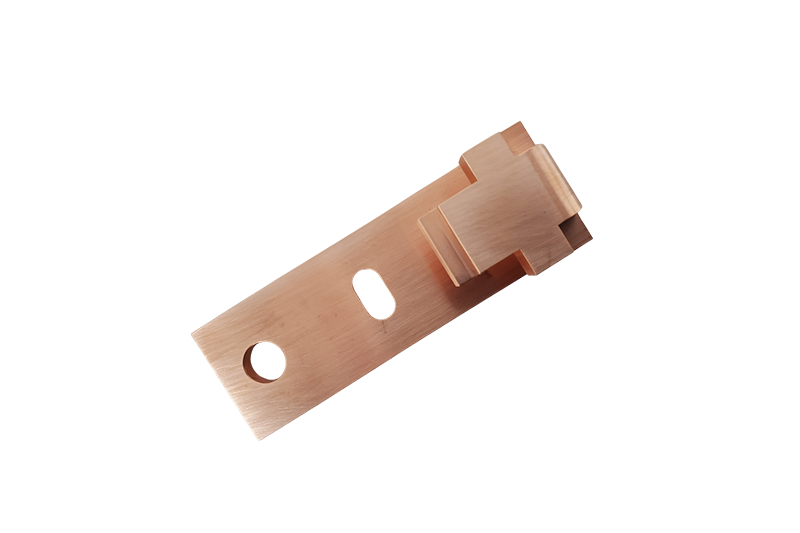
真鍮、銅、亜鉛
カスタムメッキと研磨。.

ABS、ナイロン
塗装、サンディング。.

PEEK、ポリカーボネート
研磨、レーザー彫刻。.

POM、PTFE
低摩擦面の滑らかなサンディング。.


陽極酸化、粉体塗装。.
研磨、ビーズブラスト。.
電気めっき、レーザー彫刻。.
カスタムメッキと研磨。.
塗装、サンディング。.
研磨、レーザー彫刻。.
低摩擦面の滑らかなサンディング。.