
Nylon 66 (PA66), bekend om zijn uitstekende taaiheid, sterkte en slijtvastheid, wordt veel gebruikt in mechanische productie. Echter, bramen vormen vaak een uitdaging tijdens CNC-bewerking van kleine groeven, wat ingenieurs frustreert. Bramen beïnvloeden niet alleen het uiterlijk en de assemblageprecisie van het product, maar kunnen ook de levensduur verminderen. Dit artikel biedt professionele en praktische oplossingen voor het verwijderen van bramen, inclusief procesoptimalisatie, gereedschapskeuze, nabewerkingstechnieken en ontwerppreventie, waardoor soepele, hoogwaardige oppervlakken voor CNC-bewerkte Nylon 66-groeven worden gegarandeerd.
At XTJ Precision Mfg, we hebben uitgebreide ervaring in CNC-kunststofbewerking, gespecialiseerd in hoogwaardige kunststofonderdelen op maat, afgestemd op specifieke toepassingsbehoeften, met technieken zoals CNC-draaien en frezen om aangepaste nylononderdelen te produceren.

1. Analyse van bramenvorming: waarom ontstaan er bramen bij kleine groeven in CNC-Nylonbewerking?
De materiaaleigenschappen van Nylon 66 maken het gevoelig voor bramenvorming bij het bewerken van smalle of diepe groeven. Belangrijke redenen zijn:
- Hoge taaiheid: Het materiaal weerstaat volledige snijding niet, wat leidt tot rekken, scheuren of krullen tijdens het bewerken, resulterend in bramen, vooral bij de ingangen, uitgangen en hoeken van de groef.
- Thermische verzachting en gereedschapvastplakken: Hitte door snijwrijving verzacht of smelt het materiaal lokaal, waardoor het aan de snijkant van het gereedschap blijft plakken, wat leidt tot onregelmatige bramen of opgebouwde randen.
- Gereedschapextrusie: Doffe gereedschappen of onjuiste snijparameters zorgen ervoor dat het materiaal wordt geëxtrudeerd in plaats van gesneden, wat flensbramen veroorzaakt.
- Kernprincipe: Voorkomen eerst, behandelen tweede. Het optimaliseren van bewerkingsprocessen en ontwerp minimaliseert bramenvorming vanaf het begin.
2. Procesoptimalisatie: controle van bramen bij de bron
Effectief bramen verwijderen begint met nauwkeurige controle tijdens het bewerken. Hieronder volgen belangrijke overwegingen voor gereedschappen, parameters, koeling en gereedschapsbanen:
2.1 Gereedschapskeuze: scherpte is essentieel
- Voorkeur: Gereedschappen met diamantcoating, met hun ultra-lage wrijvingscoëfficiënt en hoge slijtvastheid, behouden lange tijd scherpe randen, waardoor materiaalvastplakken en bramenvorming worden verminderd. Alternatief zijn hoogwaardig oncoated carbide gereedschappen ook geschikt.
- Gereedschapsgeometrie: Gebruik een grote positieve snijhoek en een scherpe snijkant om het botte rand (negatieve land) te voorkomen, voor een soepele snede.
- Grootte-afstemming: De diameter van de frees moet overeenkomen met de groefbreedte om overmatige radiale snedediepte te voorkomen, wat extrusie veroorzaakt. Multi-flute eindmallen (3-4 snijkanten) verbeteren de snijkwaliteit.
- Gereedschapsbeheer: Nylon 66 is gevoelig voor slijtage van gereedschap. Implementeer streng gereedschapslevensbeheer en regelmatige vervanging om de snijkant scherp te houden.
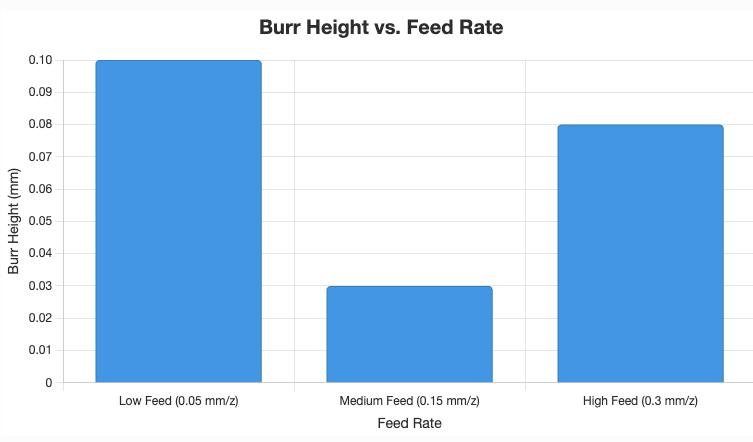
2.2 Snijparameters: Het vinden van de optimale balans
- Vermijd lage voersnelheden: Te lage voersnelheid per tand verhoogt de wrijving, waardoor het materiaal verzacht en vastlopen en burrs ontstaan.
- Vermijd hoge voersnelheden: Te hoge voersnelheden genereren overmatige snijkrachten, waardoor het materiaal wordt gescheurd in plaats van gesneden, wat leidt tot burrs.
- Hoge spindelsnelheid: Verhoog de spindelsnelheid gematigd om de chipvorming te verbeteren, warmteopbouw te verminderen en materiaaladhesie te minimaliseren.
- Afwerkingstrategie: Gebruik kleine snededieptes met meerdere passes of een speciale afwerkingsroute in plaats van enkelvoudige bewerking. Beheer de radiale snedediepte (step-over) om het risico op burrs te verminderen.
2.3 Koeling en smering: Balanceren van temperatuur en wrijving
-
- Doel: Verwijder snijwarmte om materiaalverzachting te voorkomen, chips te verwijderen om secundaire krassen te voorkomen en snijkrachten te verminderen om burrs te minimaliseren.
- Aanbevolen oplossingen:
- Wateroplosbare koelvloeistof: Zeer effectief voor koeling, geschikt voor de meeste scenario's. Vermijd oliegebaseerde koelvloeistoffen, die materiaalzwelling kunnen veroorzaken.
- Koude lucht- of mistkoeling: Ideaal voor toepassingen waar vloeistofresten ongewenst zijn.
- Precieze toepassing: Zorg dat de koelvloeistof gericht is op het snijgebied voor maximale effectiviteit.
2.4 Gereedschapsbaanstrategie: Pad Bepaalt Resultaat
- Voorkeur voor Klimfrezen: Snijkrachten drukken het werkstuk naar beneden, waarbij de chips dunner worden van dik naar dun, wat de oppervlaktekwaliteit verbetert en uitloopbramen vermindert.
- Optimaliseer Uitgangspunten: Stel uitlooppunten in op niet-kritieke oppervlakken of afvalgebieden om mogelijke bramen te verbergen.
3. Nabewerkingstechnieken: Efficiënt Verwijderen van Restbramen
Zelfs met geoptimaliseerde processen kunnen sommige bramen blijven bestaan. Hieronder volgen nabewerkingsmethoden voor verschillende scenario's:
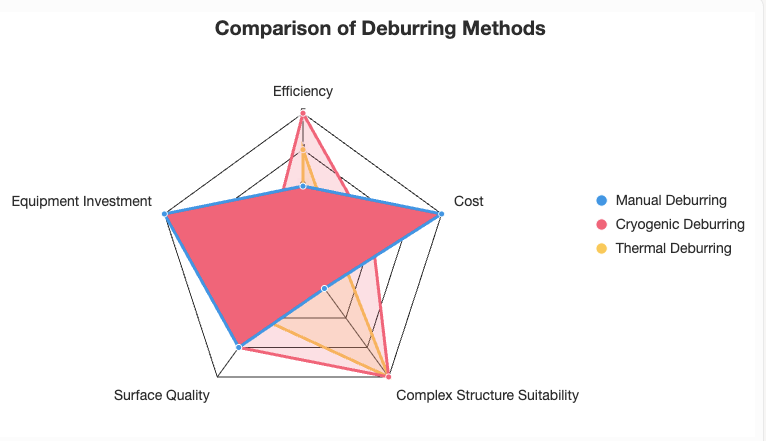
3.1 Handmatige Bramenverwijdering (Geschikt voor Kleine Series, Eenvoudige Structuren)
Gereedschap: Plastic-specifieke bramenverwijderingsmessen, fijne vijlen, scalpelbladen of schuurpapier/-doek (bij voorkeur gewikkeld om een stok).
Belangrijke punten: Gebruik lichte, soepele bewegingen om overmatige kracht te vermijden, wat het materiaal kan scheuren of nieuwe bramen kan veroorzaken. Bescherm het werkstuklichaam.
3.2 Cryogene Bramenverwijdering (Aanbevolen: Efficiënt, Ideaal voor Complexe Structuren en Grote Series)
- Principe: Vloeibare stikstof (-320°F) maakt Nylon 66 bros, en hoogsnelheidsstralen met media (bijvoorbeeld plastic kralen) breken en verwijderen bramen.
- Voordelen: Efficiënt omgaan met complexe holtes en kleine, diepe groeven met uniforme bramenverwijdering en minimale werkstukbelasting.
- Opmerking: Vereist gespecialiseerde apparatuur met hoge initiële investering. Nauwkeurige controle van het straalproces is essentieel om schade aan het werkstuk te voorkomen.
3.3 Thermische Bramenverwijdering (Hoge Precisie Scenario's, Gebruik met Voorzichtigheid)
Principe: In een afgesloten kamer wordt een ontvlambaar gasmengsel ontstoken, waardoor onmiddellijke hoge temperaturen ontstaan om bramen te verbranden (die sneller branden vanwege hun grote oppervlak), terwijl het werkstuklichaam minimaal wordt beïnvloed.
Voordelen: Grondige bramenverwijdering, geschikt voor complexe werkstukken.
Nadelen: Hoge kosten voor apparatuur, en onmiddellijke hoge temperaturen kunnen leiden tot oppervlaktemelting, verkleuring of materiaaldegradatie in Nylon 66. Rigoureuze procesvalidatie is vereist.
3.4 Andere Methoden (Voorzichtig gebruiken)
Chemisch Polijsten: Kort onderdompelen in specifieke oplosmiddelen (bijv. mierenzuur) lost bramen op, maar brengt hoge risico's met zich mee op over-etsen of materiaaldegradatie. Niet aanbevolen voor routinematig gebruik.
Water-/Zandstralen onder hoge druk: Vereist nauwkeurige parametercontrole; anders kan het groefoppervlakken beschadigen of ineffectief zijn voor kleine, diepe groeven.
4. Ontwerp- en materiaalkundige optimalisatie: Bramen proactief voorkomen
4.1 Ontwerpoptimalisatie: De weg vrijmaken voor ontbramen
Afschuining/Fillets: Kleine afschuining (C-rand) of fillets (R-rand) aan groefranden opnemen om een ‘helling’ te bieden voor het gereedschap dat eruit gaat, wat de uitgangsbramen aanzienlijk vermindert en nabewerking vergemakkelijkt. Dit is de kosteneffectiefste preventieve maatregel.
Vermijd fragile randen: Zorg dat de groefwanden niet te dun of te hoog zijn om vervormingsbramen te voorkomen.
Duidelijke normen: Specificaties voor bramencontrole in tekeningen opnemen (bijv. bramenhoogte ≤0,002 inch, scherpe randen afgerond).
4.2 Materiaaloptimalisatie: Droogte eerst
Grondig drogen: Nat Nylon 66 is sterker en vatbaarder voor bramen. Zorg dat het materiaal volledig droog is voordat wordt bewerkt.
Batchconsistentie: Houd de stabiliteit van de materiaalbatch in de gaten om prestatieverschillen die bewerkingresultaten beïnvloeden te voorkomen.
5. Praktische aanbevelingen: Een meerledige aanpak voor perfect ontbramen
Preventie als kern:
- Investeer in diamantbeklede gereedschappen om de scherpte van de rand te waarborgen.
- Voorzie een robuust koelsysteem, met prioriteit voor wateroplosbare koelvloeistoffen.
- Optimaliseer voersnelheden om extremen te vermijden, en vind de ‘sweet spot’.
Strategie voor nabewerking:
- Kleine batches/eenvoudige structuren: Handmatig ontbramen met precieze bewerkingen.
- Grote batches/complexe groeven: Cryogene ontbraming voor efficiëntie en betrouwbaarheid.
- Hoge precisie-eisen: Thermisch ontbramen, maar processen strikt valideren om materiaalbeschadiging te voorkomen.
- Chemisch polijsten: Te riskant, het beste vermijden.
Ontwerpondersteuning: Afschuining/fillets bij groefranden zijn een “game-changer” voor het voorkomen van bramen—sterk aanbevolen.
Diagnose eerst: Analyseer de bramenvorm en -locatie om de onderliggende oorzaken te identificeren (bijvoorbeeld gereedschapsslijtage, onvoldoende koeling of onjuiste voedering), en optimaliseer vervolgens de processen.
Kleine-serie testen: Valideer gereedschappen en parameters door proefbewerkingen, en verfijn de aanpak iteratief.
6. cnc nylon bewerkingsfabriek suggestie
Bramenproblemen bij CNC-bewerking van kleine Nylon-groeven kunnen worden aangepakt door procesoptimalisatie (scherpe gereedschappen, redelijke parameters, effectieve koeling, climb-milling), efficiënte nabewerking (cryogeen bramen verwijderen prioriteit) en proactief ontwerp (afschuining/fillets). Richt je op het voorkomen van bramen bij de bron, gecombineerd met passende nabewerking voor de specifieke situatie, om zowel bewerkingsefficiëntie als productkwaliteit te bereiken.
XTJ Precision Mfg specialiseert in het bewerken van nylon en andere kunststoffen, met hoge maatnauwkeurigheid en oppervlakteafwerking. Onze op maat gemaakte CNC-bewerkingsdiensten voldoen aan diverse toepassingsbehoeften en bieden oplossingen op maat voor industrieën die hoogwaardige kunststofonderdelen vereisen. Neem vandaag nog contact met ons op om te ontdekken hoe onze expertise aan uw specifieke eisen kan voldoen.

