
Нейлон 66 (PA66), известный своей отличной прочностью, жесткостью и износостойкостью, широко используется в механическом производстве. Однако заусенцы часто создают проблемы при ЧПУ-обработке мелких канавок, вызывая затруднения у инженеров. Заусенцы не только влияют на внешний вид изделия и точность сборки, но и могут сокращать срок его службы. В этой статье представлены профессиональные и практические решения по удалению заусенцев, охватывающие оптимизацию процессов, выбор инструментов, методы постобработки и профилактику в конструкции, обеспечивая гладкие и качественные поверхности канавок из нейлона 66, обработанных на ЧПУ.
At XTJ Precision Mfg, у нас большой опыт в ЧПУ-обработке пластика, специализируемся на высококачественных пластиковых компонентах, адаптированных под конкретные требования применения, используя такие технологии, как токарная и фрезерная обработка на ЧПУ для производства индивидуальных нейлоновых деталей.

1. Анализ образования заусенцев: почему при ЧПУ-обработке нейлона в мелких канавках образуются заусенцы?
Свойства материала нейлона 66 способствуют образованию заусенцев при обработке узких или глубоких канавок. Основные причины включают:
- Высокая прочность: Материал сопротивляется полному срезанию, что приводит к растягиванию, разрыву или завиванию во время обработки, вызывая заусенцы, особенно на входах, выходах и углах канавок.
- Термическое размягчение и прилипание к инструменту: Тепло от трения при резании локально размягчает или даже плавит материал, вызывая его прилипание к режущей кромке инструмента, что приводит к образованию неправильных заусенцев или наслоений.
- Выдавливание инструментом: Тупые инструменты или неправильные параметры резания вызывают выдавливание материала вместо срезания, что приводит к образованию фланговых заусенцев.
- Основной принцип: Сначала профилактика, потом обработка. Оптимизация процессов обработки и конструкции минимизирует образование заусенцев с самого начала.
2. Оптимизация процесса: контроль заусенцев у источника
Эффективное удаление заусенцев начинается с точного контроля во время обработки. Ниже приведены ключевые моменты по инструментам, параметрам, охлаждению и траекториям инструмента:
2.1 Выбор инструмента: острота — ключевой фактор
- Предпочтительный выбор: Инструменты с алмазным покрытием, благодаря сверхнизкому коэффициенту трения и высокой износостойкости, сохраняют острые кромки длительное время, уменьшая прилипание материала и образование заусенцев. В качестве альтернативы подходят высокопроизводительные непокрытые карбидные инструменты.
- Геометрия инструмента: Используйте большой положительный угол наклона и острую режущую кромку, чтобы избежать затупления кромки (отрицательная площадка), обеспечивая плавное резание.
- Соответствие размерам: Диаметр фрезы должен соответствовать ширине канавки, чтобы избежать чрезмерной радиальной глубины резания, что вызывает вытеснение. Многофункциональные торцевые фрезы (3-4 канавки) повышают стабильность резания.
- Управление инструментом: Нейлон 66 чувствителен к износу инструмента. Внедрите строгий контроль срока службы инструмента и регулярную замену для поддержания остроты режущей кромки.
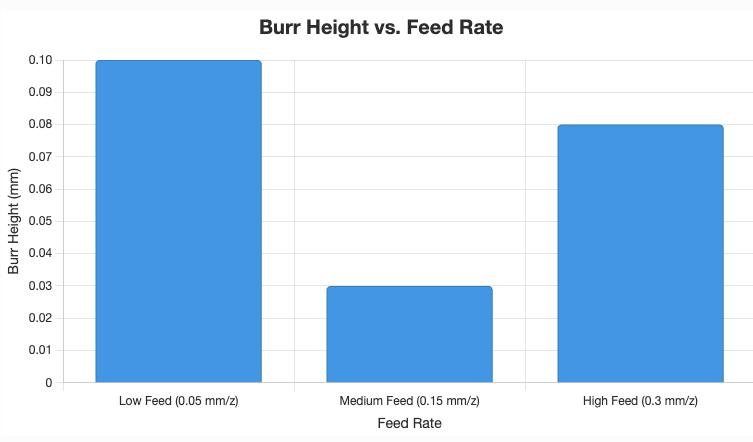
2.2 Параметры резания: поиск оптимального баланса
- Избегайте низких подач: Чрезмерно низкая подача на зуб увеличивает трение и тепло, что приводит к размягчению материала и заеданию, а также образованию заусенцев.
- Избегайте высоких подач: Слишком высокая подача создает чрезмерные силы резания, рвущие материал вместо его резания, что вызывает заусенцы.
- Высокая скорость шпинделя: Умеренно увеличивайте скорость шпинделя для улучшения формирования стружки, снижения нагрева и минимизации прилипания материала.
- Стратегия финишной обработки: Используйте небольшие глубины резания с несколькими проходами или специально предназначенным финишным маршрутом вместо однопроходной обработки. Контролируйте радиальную глубину резания (шаг) для снижения риска заусенцев.
2.3 Охлаждение и смазка: баланс температуры и трения
-
- Цель: Удаление тепла резания для предотвращения размягчения материала, очистка стружки для избежания вторичных царапин и снижение сил резания для минимизации заусенцев.
- Рекомендуемые решения:
- Водорастворимый охлаждающий жидкость: Высокоэффективен для охлаждения, подходит для большинства сценариев. Избегайте масляных охлаждающих жидкостей, которые могут вызывать набухание материала.
- Холодный воздух или туманное охлаждение: Идеально для случаев, когда нежелательно наличие жидких остатков.
- Точное применение: Обеспечьте подачу охлаждающей жидкости в зону резания для максимальной эффективности.
2.4 Стратегия траектории инструмента: путь определяет результат
- Предпочитайте встречное фрезерование: Режущие силы прижимают заготовку вниз, при этом стружка истончается от толстой к тонкой, что улучшает качество поверхности и уменьшает выходные заусенцы.
- Оптимизируйте точки выхода инструмента: Устанавливайте точки выхода инструмента на некритичных поверхностях или на отходах, чтобы скрыть возможные заусенцы.
3. Методы постобработки: эффективное удаление остаточных заусенцев
Даже при оптимизированных процессах некоторые заусенцы могут сохраняться. Ниже приведены методы постобработки для различных ситуаций:
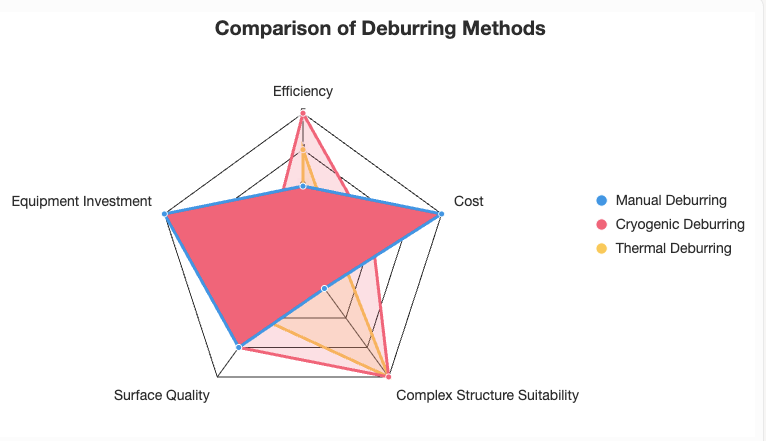
3.1 Ручное удаление заусенцев (подходит для малых партий, простых конструкций)
Инструменты: специальные пластиковые ножи для удаления заусенцев, мелкие напильники, лезвия скальпеля или наждачная бумага/ткань (желательно намотанная на палочку).
Ключевые моменты: используйте легкие, плавные движения, чтобы избежать чрезмерного давления, которое может разорвать материал или создать новые заусенцы. Защищайте корпус заготовки.
3.2 Криогенное удаление заусенцев (рекомендуется: эффективно, идеально для сложных конструкций и больших партий)
- Принцип: жидкий азот (-320°F) делает Nylon 66 хрупким, а высокоскоростная обработка с использованием абразивного материала (например, пластиковых шариков) разрушает и удаляет заусенцы.
- Преимущества: эффективно обрабатывает сложные полости и мелкие глубокие канавки с равномерным удалением заусенцев и минимальным напряжением заготовки.
- Примечание: требует специализированного оборудования с высокими первоначальными затратами. Точное управление параметрами обработки необходимо для предотвращения повреждения заготовки.
3.3 Термическое удаление заусенцев (для высокоточных случаев, использовать с осторожностью)
Принцип: в герметичной камере воспламеняется горючая газовая смесь, создавая мгновенно высокую температуру, которая сжигает заусенцы (которые горят быстрее из-за большой площади поверхности), при этом минимально воздействуя на корпус заготовки.
Преимущества: тщательное удаление заусенцев, подходит для сложных заготовок.
Недостатки: высокая стоимость оборудования, мгновенно высокая температура может вызвать плавление поверхности, изменение цвета или деградацию материала Nylon 66. Требуется строгая валидация процесса.
3.4 Другие методы (использовать с осторожностью)
Химическая полировка: Кратковременное погружение в определённые растворители (например, муравьиная кислота) растворяет заусенцы, но несёт высокий риск переэтчирования или деградации материала. Не рекомендуется для регулярного использования.
Водоструйная/пескоструйная обработка под высоким давлением: Требует точного контроля параметров; в противном случае может повредить поверхности канавок или быть неэффективной для маленьких глубоких канавок.
4. Оптимизация конструкции и материала: профилактика заусенцев
4.1 Оптимизация конструкции: создание условий для удаления заусенцев
Фаски/скругления: Включайте небольшие фаски (С-край) или скругления (R-край) на краях канавок, чтобы обеспечить «пандус» для выхода инструмента, что значительно снижает выходные заусенцы и облегчает последующую обработку. Это самый экономичный профилактический метод.
Избегайте хрупких краёв: Убедитесь, что стенки канавок не слишком тонкие или высокие, чтобы предотвратить заусенцы, вызванные деформацией.
Чёткие стандарты: Указывайте требования по контролю заусенцев в чертежах (например, высота заусенцев ≤0,002 дюйма, притупление острых краёв).
4.2 Оптимизация материала: прежде всего сухость
Тщательная сушка: влажный нейлон 66 более жёсткий и склонен к образованию заусенцев. Обеспечьте полную сушку материала перед обработкой.
Стабильность партии: Контролируйте стабильность партий материала, чтобы избежать вариаций в характеристиках, влияющих на результаты обработки.
5. Практические рекомендации: комплексный подход к идеальному удалению заусенцев
Профилактика как основа:
- Инвестируйте в инструменты с алмазным покрытием для обеспечения остроты кромок.
- Оснастите надёжной системой охлаждения с приоритетом на водорастворимые охлаждающие жидкости.
- Оптимизируйте подачу, избегая крайностей, находя «золотую середину».
Стратегия постобработки:
- Малые партии/простые конструкции: ручное удаление заусенцев с точными операциями.
- Большие партии/сложные канавки: криогенное удаление заусенцев для эффективности и надёжности.
- Высокие требования к точности: термическое удаление заусенцев, но с тщательной проверкой процессов для предотвращения повреждения материала.
- Химическая полировка: слишком рискованно, лучше избегать.
Поддержка проектирования: фаски/скругления на краях пазов — «игра меняется» для предотвращения заусенцев — настоятельно рекомендуется.
Сначала диагностика: проанализируйте форму и расположение заусенцев, чтобы выявить коренные причины (например, износ инструмента, недостаточное охлаждение или неправильная подача), затем оптимизируйте процессы соответственно.
Тестирование малых партий: проверяйте инструменты и параметры через пробную обработку, итеративно совершенствуя подход.
6. предложение завода по обработке нейлона на ЧПУ
Проблемы с заусенцами при ЧПУ обработке небольших нейлоновых пазов можно решить путем оптимизации процесса (острые инструменты, разумные параметры, эффективное охлаждение, фрезерование с подъемом), эффективной последующей обработки (приоритет к криогенной удалению заусенцев) и проактивного проектирования (фаски/скругления). Сосредоточьтесь на предотвращении заусенцев у источника, в сочетании с соответствующей последующей обработкой для конкретного случая, чтобы достичь как эффективности обработки, так и качества продукции.
XTJ Precision Mfg специализируется на обработке нейлона и других пластиков, обеспечивая высокую точность размеров и качество поверхности. Наши услуги по индивидуальной обработке на ЧПУ удовлетворяют разнообразные потребности приложений, предоставляя адаптированные решения для отраслей, требующих высококачественных пластиковых компонентов. Свяжитесь с нами сегодня, чтобы узнать, как наш опыт может удовлетворить ваши конкретные требования.

