Выбор правильной техники гибки листового металла формирует стоимость, качество и скорость вашего проекта. Представьте, что вам нужна точная деталь — стоит ли сначала сосредоточиться на материале, сложности или объеме производства? Стоимость материалов для металлов, таких как мягкая сталь или алюминий, может варьироваться от $0.70 до $5.00 за фунт. Простые изгибы обходятся дешевле сложных форм, а крупные серии могут снизить стоимость одной детали более чем наполовину. Компания XTJ Precision Mfg помогает подобрать лучший процесс в соответствии с вашими потребностями.
Ключевые выводы
- Выбор правильного техника гибки значительно влияет на стоимость, качество и скорость вашего проекта.
- Гибка воздухом предлагает гибкость и низкие затраты на инструменты, идеально подходит для прототипов и небольших партий, но менее точна.
- Гибка снизу обеспечивает более высокую точность и повторяемость, подходит для средних и больших объемов производства.
- Конирование обеспечивает наивысшую точность с минимальным пружинением, лучше всего подходит для крупносерийных, точных деталей, но требует дорогостоящих инструментов.
- При выборе метода гибки учитывайте тип материала, толщину и объем производства, чтобы избежать дефектов и дополнительных затрат.
- Правильный дизайн детали, включая радиус изгиба и направление зерна, помогает предотвратить трещины и обеспечивает прочные, точные изгибы.
- Автоматизация и квалифицированные операторы снижают количество ошибок, ускоряют производство и повышают стабильность процессов гибки.
- Обратитесь к специалистам, таким как XTJ Precision Mfg для сложных проектов или строгих допусков, чтобы выбрать лучший метод и избежать дорогостоящих ошибок.
Почему выбор важен: стоимость и качество
Ваш выбор существенно влияет на стоимость и качество проекта, когда вы выбираете техника гибки. Каждый метод использует разные инструменты, машины и трудовые ресурсы. Некоторые техники требуют дорогого оборудования или квалифицированных операторов, другие хорошо работают с автоматизацией. Правильный выбор метода позволяет сэкономить деньги и повысить качество.
| Аспект | Обзор доказательств |
|---|---|
| Влияние на стоимость | Интегрированные стратегии, такие как Lean и Six Sigma, снизили затраты на 7% до 17% в реальных случаях. Некоторые проекты сэкономили от $50 000 до $50 миллионов. |
| Влияние качества | Большинство проектов показали улучшение качества, например, меньше ошибок, короткое время ожидания и более высокая удовлетворенность. |
| Темы внедрения | Успех зависит от четких планов, хорошего руководства и квалифицированных команд. |
| БарьерЫ | Проблемы часто возникают из-за плохого обучения, слабых данных или недостаточной поддержки. |
| Заключение | Правильная стратегия, как и правильная техника гибки, приводит к лучшим результатам по стоимости и качеству. |
XTJ Precision Mfg помогает вам учитывать эти факторы. Их команда анализирует ваши потребности и рекомендует лучший процесс для достижения ваших целей.
Срок выполнения
Время выполнения означает, сколько времени требуется для завершения ваших деталей. Вы хотите избегать задержек и держать проект в графике. Выбор техники гибки влияет на скорость перехода от дизайна к готовому продукту.
- Точные расчеты времени выполнения помогают вам оценить затраты на материалы, труд и энергию.
- Знание времени выполнения позволяет планировать инспекции и избегать дефектов.
- Хорошее планирование предотвращает узкие места и обеспечивает плавный рабочий процесс.
- Надежные прогнозы времени выполнения помогают своевременно доставлять продукцию и удерживать клиентов довольными.
XTJ Precision Mfg использует современные инструменты планирования. Они помогают выбрать метод, соответствующий вашему графику и поддерживающий движение проекта.
Распространенные ошибки
Ошибки при гибке могут привести к потере времени и денег. Многие проблемы можно избежать, выбрав правильную технику и работая с экспертами.
- Автоматизация снижает человеческую ошибку и ускоряет выполнение повторяющихся задач.
- Регулярное обслуживание и четкая коммуникация предотвращают поломки.
- Автоматизированные панели-гибы в автомобильной промышленности сокращают время производства и затраты на рабочую силу.
- ЧПУ станки повышают точность и уменьшают ошибки при сложных изгибах.
- Плохой дизайн, как отверстия слишком близко к изгибам, вызывает искажения.
- Царапины на поверхности возникают из-за плохой обработки или изношенных инструментов.
- Ошибки в программировании ЧПУ станков приводят к задержкам и браку деталей.
- Неточные измерения и плохое планирование увеличивают количество отходов и переделок..
- Квалифицированные работники и хорошее обучение снижают количество ошибок и повышают эффективность.
Компания XTJ Precision Mfg обучает свою команду и использует новейшие технологии. Они помогают вам избежать распространенных ошибок и добиться лучших результатов.
Техники гибки листового металла
Гибка воздухом
Процесс
Вы используете гибку воздухом, когда вам нужна гибкость в изгибах. В этом методе листовой металл укладывают на V-образный матрицу и нажимают пуансоном. Пуансон не заставляет металл полностью входить в матрицу. Вместо этого, глубина пуансона контролирует угол изгиба. Эта техника подходит для многих материалов и толщин.
Плюсы и минусы
-
- Плюсы:
- Вам требуется меньше усилий, чем при других методах, что означает меньший износ инструментов.
- Вы можете легко регулировать угол изгиба, изменяя глубину пуансона.
- Стоимость оснастки остается низкой, потому что не требуется отдельная матрица для каждого угла.
- Этот метод хорошо подходит для прототипов и небольших партий.
- Минусы:
- Отскок может привести к тому, что металл немного вернется к исходной форме, поэтому необходимо учитывать это.
- Вы получаете меньшую точность по сравнению с другими методами, особенно при строгих допусках.
- Угол изгиба может варьироваться при изменении толщины или свойств материала.
- Анизотропия в металле, или различия в прочности по разным направлениям, могут влиять на качество изгиба. Более тонкие листы показывают больше этого эффекта.
- Плюсы:
Совет: Гидравлическое изгибание помогает вам проверить, как ведут себя разные материалы. Вы можете заметить различия в гибкости вдоль прокатных и поперечных направлений.
Лучшее применение
- Общее производство листового металла
- Проекты, требующие гибких углов или быстрой настройки
- Прототипирование и мелкосерийное производство
Ограничения
- Не идеально для деталей, требующих очень высокой точности
- Необходимо следить за пружинением и корректировать процесс
- Толщина материала и направление могут изменять результаты
| Техника изгиба | Ключевые характеристики | Преимущества | Типичные допуски | Применение |
|---|---|---|---|---|
| Гибка воздухом | Использует пуансон и V-образную матрицу; угол изгиба контролируется глубиной пуансона и открытием матрицы | Низкая стоимость инструмента; гибкая настройка углов; уменьшенный износ матрицы; низкая нагрузка на пресс | Нет данных | Универсальное, общее изготовление листового металла |
Изгиб снизу
Процесс
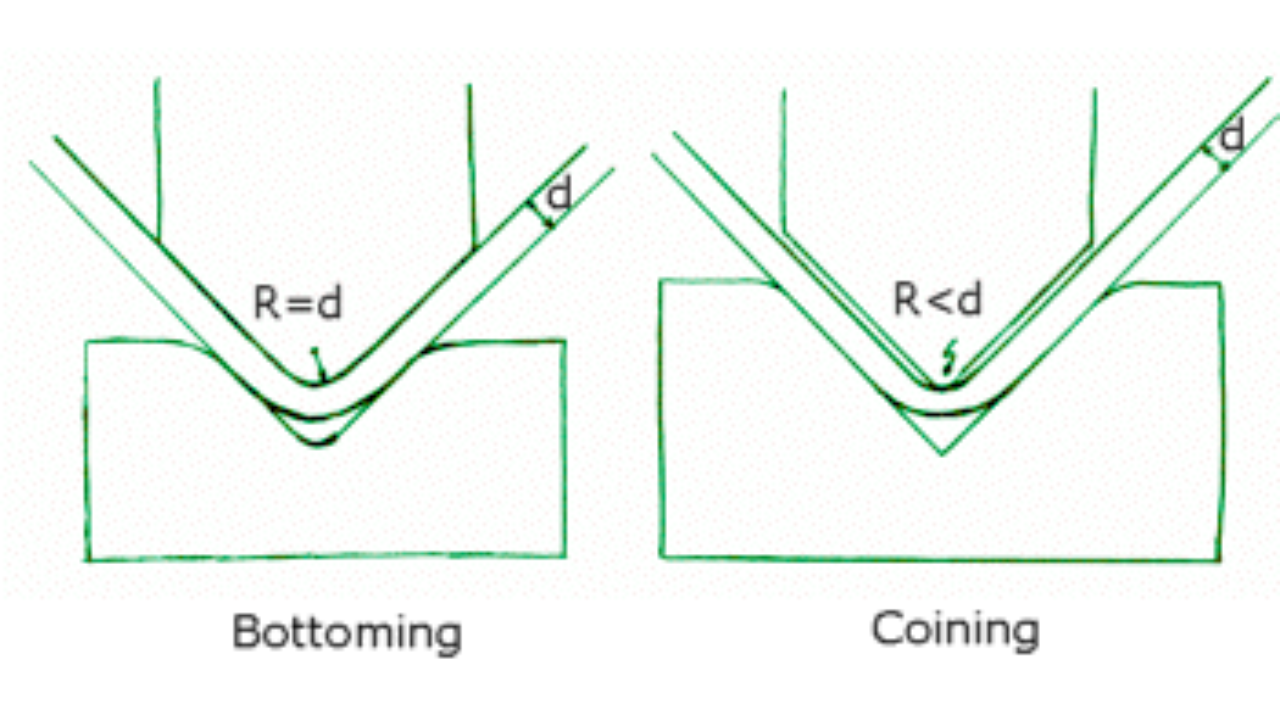
При изгибе снизу вы полностью вставляете листовой металл в нижнюю часть V-образной матрицы. Пуансон заставляет металл точно соответствовать углу матрицы. Требуется больше силы, чем при гидравлическом изгибе, но вы получаете более точный изгиб.
Плюсы и минусы
- Плюсы:
- Вы достигаете более высокой точности и повторяемости, потому что матрица задает угол.
- Обратная деформация значительно меньше, чем при воздушном гибе, поэтому вы получаете более надежные результаты.
- Этот метод хорошо подходит для деталей, требующих точных допусков.
- Минусы:
- Требуется больше силы, что может увеличить износ оборудования.
- Настройка занимает больше времени, и для каждого угла нужен отдельный штамп.
- Стоимость оснастки выше, чем при воздушном гибе.
- Гибка с опорой достигает точных изгибов за счет полного вдавливания материала в матрицу, уменьшая обратную деформацию.
- Ключевые параметры машины, такие как сила гиба, длина гиба и настройки зазора матрицы, влияют на качество..
- Опытные операторы и хорошие процедуры помогают добиться лучших результатов.
Лучшее применение
- Детали высокой точности
- Проекты, требующие последовательных, повторяемых изгибов
- Средние и высокие объемы производства
Ограничения
- Менее гибкий для изменения углов
- Более высокие затраты на оснастку и настройку
- Требует тщательного выбора и настройки матрицы
| Техника изгиба | Время настройки | Требования к силе | Точность и повторяемость | Эффект обратной деформации | Применение |
|---|---|---|---|---|---|
| Изгиб снизу | Дольше, менее гибкий | Умеренная сила для полного вдавливания материала | Более высокая точность; согласованные углы и более жесткие допуски | Значительно минимизировано; углы более точные и надежные | Идеально подходит для требований высокой точности и повторяемости |
Коинг
Процесс
Коинг использует очень высокое усилие для полного вдавливания листового металла в матрицу. Пробой и матрица сжимают металл так сильно, что он принимает точную форму полости матрицы. Этот процесс вызывает закалку металла в области изгиба.
Плюсы и минусы
- Плюсы:
- Вы получаете высочайшую точность и повторяемость, с допусками до ±0,1°.
- Выступание практически отсутствует, потому что металл полностью деформирован.
- Область изгиба становится прочнее за счет упрочнения при работе.
- Вы можете создавать сложные формы и рельефные элементы.
- Минусы:
- Для этого требуются специальные машины и прочные инструменты для обработки высокого усилия.
- Стоимость инструментов выше, чем при других методах.
- Не все материалы подходят для коинга, особенно очень толстые или твердые металлы.
Коинг обеспечивает непревзойденную точность и исключает выступание. Однако необходимо инвестировать в надежное оборудование и инструменты.

Лучшее применение
- Точные детали, требующие строгих углов
- Рельефные или детализированные элементы
- Массовое производство, где важна точность
Ограничения
- Высокие требования к силе ограничивают выбор материалов и толщину
- Стоимость инструментов и оборудования значительна
- Не подходит для малых объемов или прототипных работ
| Техника изгиба | Ключевые характеристики | Преимущества | Типичные допуски | Применение |
|---|---|---|---|---|
| Коинг | Высокая сила пластически деформирует металл в матрице | Высокая точность (±0,1°); минимальный возврат; упрочнение работы; сложные формы | ±0,1° | Прецизионные детали, тиснённые элементы |
V-образное гибка
Процесс
Вы используете V-образную гибку, когда хотите создать острые углы в листовом металле. В этом процессе вы размещаете металлический лист над V-образной матрицей. Прессингом листа в матрицу формируется нужный угол. Вы можете регулировать угол, изменяя глубину пресса. V-образная гибка хорошо подходит для многих материалов и толщин.
Плюсы и минусы
- Плюсы:
- Вы можете добиться широкого диапазона углов с одним набором инструментов.
- Стоимость оснастки остается низкой, потому что не требуется специальная матрица для каждого угла.
- Процесс прост и быстро настраивается.
- Вы можете использовать V-образную гибку как для небольших, так и для крупных партий производства.
- Минусы:
- Возврат может влиять на конечный угол, особенно при работе с тонкими материалами.
- Могут наблюдаться некоторые отклонения в углах сгиба при изменении толщины материала.
- Повреждения поверхности могут возникнуть, если не использовать чистые или хорошо обслуживаемые инструменты.
Недавние исследования показывают, что V-образная гибка дает надежные результаты при контроле ключевых факторов, таких как глубина пресса и тип материала. Эксперименты и компьютерные модели подтверждают, что можно предсказать и снизить возврат, регулируя эти параметры. Например, использование оптимизированных настроек для материалов, таких как алюминий или мягкая сталь повышает точность и снижает ошибки до менее чем 1°. Методы постепенного сгиба также помогают достигать более точных допусков и повышать эффективность.
Лучшее применение
- Изготовление кронштейнов, ограждений и панелей
- Проекты, требующие разных углов без смены инструментов
- Как для прототипов, так и для массового производства
Ограничения
- Не идеально для деталей, требующих очень точных допусков
- Возврат пружины требует аккуратной компенсации, особенно для тонких листов
- Отделка поверхности может пострадать, если инструменты изношены или загрязнены
Совет: Всегда проверяйте толщину материала и глубину пробоя перед началом V-образного гиба. Это поможет вам получить нужный угол и снизить пружинение.
Гибка
Процесс
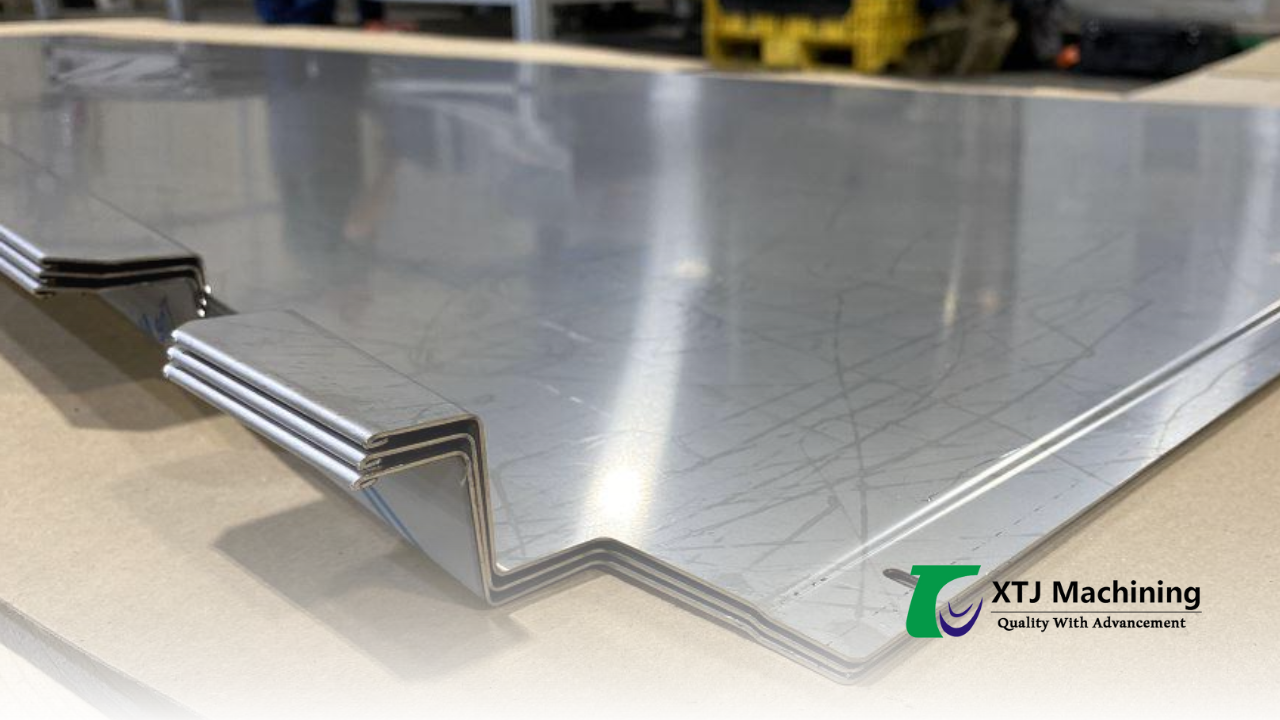
Гибка использует другой подход по сравнению с другими методами изгиба. Вы размещаете лист металла на плоской поверхности, а зажимная балка удерживает его на месте. Затем гибочная балка поднимает или опускает край листа для создания изгиба. Можно сгибать вверх или вниз, что делает этот метод гибким для многих форм.
Плюсы и минусы
- Плюсы:
- Вы можете легко гнуть большие панели и длинные детали.
- Процесс не царапает и не оставляет следов на поверхности так сильно, как другие методы.
- Вы можете создавать сложные формы, включая кромки и закрытые профили.
- Гибка хорошо подходит для тонких и деликатных материалов.
- Минусы:
- Машины могут быть дорогими и занимать больше места.
- Гибка медленнее, чем методы пресс-форм для серийных выпусков высокого объема.
- Вам могут понадобиться опытные операторы для сложных сгибов.
Гибка обеспечивает гладкие изгибы и защищает отделку поверхности. Ее можно использовать для архитектурных панелей, дверей и шкафов, где важен внешний вид.
Лучшее применение
- Большие листовые панели из металла
- Детали, требующие чистой, без царапин поверхности
- Архитектурные и декоративные применения
Ограничения
- Не подходит для очень толстых или твердых материалов
- Медленнее при высоком объеме производства
- Размер машины ограничивает максимальную длину детали
Примечание: Используйте сгибание, когда нужно избежать царапин на поверхности и необходимо согнуть длинные или деликатные листы.
Катковое гибка
Процесс
Катковое гибка формирует листовой металл в кривые или цилиндры. Вы подаете лист между тремя роликами. Ролики движутся и изгибают металл по мере прохождения, создавая плавную, непрерывную кривую. Вы можете регулировать ролики, чтобы изменить радиус изгиба.
Плюсы и минусы
- Плюсы:
- Вы можете создавать большие, плавные кривые и цилиндры.
- Катковое гибка хорошо справляется с длинными листами и толстыми материалами.
- Процесс подходит как для простых, так и для сложных профилей.
- Вы можете использовать его для высокопрочных сталей и передовых сплавов.
- Минусы:
- Упругость возвращения увеличивается с более прочными материалами и большими радиусами изгиба.
- Для сталей сверхвысокой прочности требуется больше проходов, что занимает больше времени.
- Достижение точных допусков на больших радиусах может быть сложным.
- Процесс требует аккуратной настройки и обслуживания.
Данные отрасли показывают, что катковое гибка может достигать минимального радиуса изгиба, равного толщине листа для некоторых сталей. Для мягкой стали, упругость возвращения составляет от 1° до 3°, но для сталей сверхвысокой прочности она может достигать 10° до 30°. Для этих более твердых материалов требуется примерно на 50% больше проходов. Использование правильных инструментов, смазки и обслуживания помогает добиться лучших результатов. Катковое гибка также позволяет создавать сложные формы, такие как автомобильные рейки крыши, что повышает прочность и уменьшает вес.
| Параметр / Аспект | Детали / Статистика |
|---|---|
| Минимальный радиус изгиба (r/t) | Так мал как 1T для роликового изгиба; 3T для воздушного изгиба |
| Влияние пружинного отката | 1-3° для мягкой стали; до 30° для сверхпрочных сталей |
| Количество проходов | 50% и более для сверхпрочных сталей |
| Примеры применения | Автомобильные стойки A, рейки крыши, сложные профили |
| Ограничения | Точные допуски на большие радиусы сложны; для прочных сталей требуются большие нагрузки |
- Минимальный радиус изгиба зависит от метода, толщины стенки и прочности стали.
- Роликовый изгиб лучше всего подходит для круглых форм и длинных кривых линий.
- Всегда уточняйте у вашего станочника, чтобы подтвердить достижимые радиусы для вашего проекта.
Лучшее применение
- Цилиндры, трубы и изогнутые панели
- Автомобильные детали, такие как рейки крыши и конструктивные трубы
- Крупные архитектурные элементы
Ограничения
- Не подходит для острых углов или мелких, точных изгибов
- Высокий пружинный откат при использовании прочных материалов
- Требует квалифицированной настройки и регулярного обслуживания
Совет: Используйте роликовый изгиб для больших, плавных кривых и при формовании материалов высокой прочности в сложные формы.
Изгиб с протиркой
Процесс
Использование протяжки с ударником и протяжным матрицей для создания изгиба вдоль края листа. Вы размещаете лист на матрице. Ударник опускается, прижимая лист к краю матрицы. Матрица удерживает основную часть листа плоской, в то время как ударник изгибает свободный край вверх. Этот метод формирует острый, равномерный угол вдоль всей длины листа.
Совет: Протяжка лучше всего работает, когда вам нужен прямой, однородный изгиб близко к краю детали.
Плюсы и минусы
- Плюсы:
- Вы получаете быстрые, повторяемые изгибы для массового производства.
- Процесс хорошо подходит для изготовления фланцев и отгибов.
- Вы можете использовать протяжку для металлов тонкой и средней толщины.
- Настройка проста для стандартных изгибов.
- Минусы:
- Процесс может вызывать царапины или marks на поверхности, особенно если не использовать подходящие материалы для матриц или смазку.
- Обратный изгиб (springback) распространен, поэтому необходимо регулировать угол ударника для получения правильной конечной формы.
- Вы не можете использовать протяжку для очень толстых или твердых материалов.
- Этот метод ограничивает вас изгибами возле края листа.
| Аспект | Преимущества | Недостатки |
|---|---|---|
| Скорость | Быстро для массовых партий | Менее гибко для нестандартных форм |
| Обработка поверхности | Хорошо при использовании подходящих матриц и смазки | Риск царапин без мер предосторожности |
| Точность | Последовательность для простых изгибов | Обратный изгиб влияет на точность |
| Диапазон материалов | От тонких до средних листов | Не подходит для толстых/твердых металлов |
Лучшее применение
Вы должны выбрать протяжку, когда вам нужно сделать:
- Фланцы вдоль края панелей
- Простые подгибы для усиления
- Корпуса и ящики с прямыми краями
- Автомобильные детали, такие как кронштейны и монтажные вкладки
Обдувка сгиба распространена в отраслях, которым нужны много деталей с одинаковым изгибом, таких как производство бытовой техники и сборка автомобилей.
Ограничения
Обдувка сгиба имеет важные ограничения:
- Её нельзя использовать для изгибов далеко от края листа.
- Этот процесс плохо работает для сложных или глубоких профилей.
- Отделка поверхности может пострадать, если не обслуживать инструменты.
- Возврат пружины может затруднить достижение точных допусков.
- Следует избегать очень толстых или высокопрочных металлов.
Примечание: Всегда проверяйте материал и дизайн перед выбором обдувки сгиба. Это поможет избежать дорогостоящих ошибок и добиться желаемых результатов.
Таблица сравнения

Плюсы и минусы
Вы хотите выбрать правильную технику сгиба для вашего проекта. Каждый метод имеет свои уникальные преимущества и недостатки. Таблица ниже помогает вам сравнить основные плюсы и минусы одним взглядом. Это облегчает выбор процесса, соответствующего вашим потребностям.
| Техника | Основные преимущества | Основные недостатки |
|---|---|---|
| Гибка воздухом | Гибкие углы, низкая стоимость инструмента, быстрая настройка | Возврат пружины, меньшая точность, вариации углов |
| Изгиб снизу | Высокая точность, повторяемость, меньшее пружинение | Большая сила, длительная подготовка, требуется больше инструментов |
| Коинг | Самая высокая точность, минимальное пружинение, прочные изгибы | Дорогие инструменты, высокая сила, не подходит для толстых металлов |
| V-образное гибка | Универсальный, простая настройка, подходит для многих материалов | Пружинение, царапины на поверхности, отклонение углов |
| Гибка | Отлично подходит для больших панелей, защита поверхности, сложные формы | Медленнее при высоких объемах, дорогие машины, ограничения по размеру |
| Катковое гибка | Гладкие кривые, подходит для длинных/толстых листов, хорош для твердых металлов | Трудно добиться точных допусков, сильное пружинение, требует навыков |
| Изгиб с протиркой | Быстро для кромок, повторяемость, подходит для фланцев | Следы на поверхности, пружинение, только возле краев |
Совет: Всегда подбирайте технику в соответствии с формой, размером и требованиями к отделке детали. Это поможет избежать дорогостоящих ошибок.
Быстрый справочник
Вы можете использовать следующую таблицу как быстрый справочник при необходимости сравнить ключевые особенности. В этой таблице показаны преимущества, точность, инструменты и лучшие применения для каждого метода. Это помогает принимать быстрые и обоснованные решения.
| Техника | Ключевые преимущества | Уровень точности | Требования к инструментам | Типичные применения | Заметки |
|---|---|---|---|---|---|
| Гибка воздухом | Гибкий, недорогой | Умеренная | Простая штамповка и матрица | Прототипирование, небольшие и средние серии | Ожидается некоторый возврат |
| Изгиб снизу | Точное, повторяемое | Высокая | Специальная матрица для каждого угла | Высокоточные, повторяемые детали | Менее гибкий при изменениях углов |
| Коинг | Очень точные, прочные изгибы | Очень высокий | Сложные, дорогие инструменты | Высокотоннажные, прецизионные детали | Требует высокой мощности, не подходит для толстых металлов |
| V-образное гибка | Универсальный, распространённый метод | Умеренно-Высокий | Стандартная V-образная матрица | Широкий диапазон деталей | Подходит для многих материалов |
| Гибка | Большие, сложные панели | Высокая | Перекладина и зажим для сгибания | Архитектурные, декоративные, крупные листы | Защищает поверхность, короткие фланцы |
| Катковое гибка | Гладкие кривые, длинные детали | Умеренная | Три ролика | Цилиндры, трубы, автомобильные детали | Требует навыков, больше проходов для твердых металлов |
| Изгиб с протиркой | Быстро, повторяемо для кромок | Умеренная | Вытирающая матрица | Фланцы, отгибы, крайние изгибы | Только для изгибов возле края листа |
Если нужно согнуть большие панели без следов на поверхности, лучше всего подходит складывание. Для высокой точности и минимального пружинного отклонения лучше всего подходит конирование. Когда вам нужны быстрые, повторяемые изгибы вдоль края, вытирающее изгибание дает лучшие результаты.
Вы можете использовать эти таблицы для быстрого сравнения методов. Это помогает вам экономить время и выбирать лучший процесс для вашего проекта. Когда вы понимаете различия, вы принимаете лучшие решения и избегаете распространенных проблем в гибке листового металла.
Ключевые факторы
Материал и толщина
Вам нужно учитывать как тип материала, так и его толщину перед выбором метода изгиба. Разные металлы изгибаются по-разному. Алюминий и медь изгибаются легко, а высокопрочная сталь требует больше усилий. Более толстые листы требуют более мощных машин и специальных инструментов. Использование неправильного метода может привести к трещинам или плохим изгибам.
Таблица поможет вам сравнить, как каждый метод справляется с разными материалами и толщинами:
| Фактор | Гибка воздухом | Основание | Коинг |
|---|---|---|---|
| Тип материала | Большинство металлов, мягкие и пластичные | Стали средней и высокой прочности | Металлы высокой прочности и упругие |
| Толщина | Лучшее для тонких листов | Средняя толщина | Толстые материалы, требуется высокая сила |
| Объем производства | Низкий до среднего | Умеренная | Высокая |
| Стоимость инструмента | Низкая | Средний | Высокая |
| Точность (угол) | ±0.5° | ±0.3° | ±0,1° |
| Требуемая тоннажность | Низкая | Умеренная | Высокая |
Состав материала и толщина также влияют на качество резки и гибки. Например, высокая теплопроводность алюминия изменяет его изгиб. Нержавеющая сталь может образовывать зоны термического воздействия. Тонкие листы требуют больше мощности и специального оборудования. Если выбрать правильный метод, можно добиться лучших результатов и избежать дорогостоящих ошибок.
Исследования показывают, что толщина влияет на характеристики гибки. В одном исследовании более толстые ткани и более высокая плотность пряжи увеличивали повреждения при гибке. В другом тесте было обнаружено, что образцы смолы большей толщины обладали большей сопротивляемостью изгибу. Эти результаты доказывают, что толщина важна для прочности и качества.
XTJ Precision Mfg рассматривает ваш материал и толщину перед рекомендацией процесса. Их команда проверяет, соответствуют ли ваш металл и размер листа лучшему методу гибки.
Требования к точности
Точность важна в первую очередь, когда ваши детали имеют строгие допуски или сложные формы. Некоторые проекты требуют точности углов до доли градуса. Если вы используете метод низкой точности, ваши детали могут не подходить или не функционировать должным образом.
Статистические инструменты, такие как Анализ систем измерений и распространение ошибок помогают вам измерять и контролировать точность. Эти инструменты выявляют источники ошибок и помогают повысить точность. Современные системы измерений могут даже обнаруживать крошечные особенности меньшие пикселя. Эта технология важна для мелких сложных деталей.
В крупных проектах, таких как ветряные башни, необходимо держать отклонения в пределах нескольких миллиметров. Ручные измерения часто приводят к ошибкам. Высокоточные машины и тщательная калибровка обеспечивают соответствие деталей строгим стандартам.
Компания XTJ Precision Mfg использует современные инструменты измерения и калибровки. Они помогают выбрать метод гибки, соответствующий вашим требованиям к точности.
Совет: Если ваш дизайн имеет строгие допуски, всегда запрашивайте метод гибки высокой точности.
Объем и скорость
Объем производства и скорость влияют на выбор наиболее подходящего метода гибки. Если вам нужно тысячи деталей, вам нужен быстрый и повторяемый процесс. Для небольших партий или прототипов более гибкие методы с низкими затратами на подготовку экономят деньги.
Графики коротких партий отслеживают, как меняются углы гибки со временем. Эти графики показывают, что некоторые методы имеют больше вариаций и требуют дополнительных проверок. Производство большого объема выигрывает от автоматизированных машин и стабильных процессов. Небольшие партии можно выполнять вручную или с помощью гибких настроек.
- Высокий объем: штамповка и автоматическая гибка обеспечивают скорость и стабильность.
- Малый объем: гибка с помощью воздуха и складывание предлагают гибкость и меньшие затраты.
- Средний объем: гибка снизу балансирует скорость и точность.
Компания XTJ Precision Mfg интересуется вашими производственными целями. Они помогают выбрать метод, соответствующий вашему графику и бюджету.
Если вам нужен быстрый срок выполнения, заранее сообщите своему поставщику объем и требования к скорости.
Проектирование детали
Вам нужно тщательно продумать дизайн детали перед выбором метода гибки. Способ проектирования влияет на то, насколько хорошо ее можно изготовить и как она будет работать. Игнорирование ключевых правил проектирования может привести к проблемам, таким как трещины, смещение или дорогостоящая переделка.
Точные расчеты отступа имеют важное значение. Отступ — это расстояние, которое вы оставляете для изгиба, и оно зависит от радиуса изгиба, толщины материала и свойств, таких как прочность на растяжение и пластичность. Например, алюминий требует большего отступа, потому что он возвращается в исходное положение сильнее, чем сталь. Если не учитывать возврат, ваши детали могут не совпадать как запланировано.
Также следует учитывать минимальный радиус изгиба. Большинство металлов требуют радиуса изгиба не менее толщины материала. Гибка поперек волокон металла помогает снизить риск трещин. Если гнуть вдоль волокон, деталь может сломаться или потерять прочность. Всегда проверяйте направление волокон перед началом работы.
Допуски играют важную роль в проектировании деталей. Точные допуски усложняют правильную гибку детали. Если в вашем проекте много изгибов близко друг к другу, необходимо управлять накоплением допусков. Это означает, что небольшие ошибки в каждом изгибе могут суммироваться и привести к деформации конечной детали. Раннее взаимодействие с производителем помогает установить реалистичные допуски и избежать проблем.
Зазор инструментов и последовательность изгибов также важны. Нужно достаточно места для инструментов, чтобы достичь каждого изгиба. Если изгибы слишком близко, инструменты могут не поместиться или деталь может быть повреждена. Планирование порядка изгибов поможет избежать столкновений и сделает процесс более плавным.
Выбор материала влияет на то, как ваша деталь будет гнуться. Стали высокой прочности и алюминий требуют больших радиусов изгиба и аккуратной компенсации возврата. Если использовать неправильную технику, могут возникнуть дефекты или низкое качество.
XTJ Precision Mfg рассматривает дизайн вашей детали и проверяет все эти факторы. Их команда использует принципы проектирования для производства (DFM), чтобы помочь вам согласовать дизайн с оптимальным методом гибки листового металла. Раннее сотрудничество обеспечивает точность, прочность и легкость сборки ваших деталей.
Совет: всегда делитесь чертежами деталей и спецификациями материала с вашим производителем. Это поможет им предложить лучший метод гибки и избежать дорогостоящих ошибок.
Руководство по принятию решений
Контрольный список
Вы можете принимать лучшие решения, следуя четкому контрольному списку. Это помогает вам подобрать правильный метод гибки листового металла. Используйте таблицу ниже для руководства вашим процессом:
| Аспект | Руководство / Данные | Цель / Преимущество |
|---|---|---|
| Проектирование для производственного изготовления | Поддерживайте равномерную толщину стенки, используйте самоустанавливающиеся элементы, минимизируйте количество крепежных элементов | Облегчает изготовление, снижает отходы и затраты |
| Стандартизация радиусов изгиба | Используйте радиусы изгиба, пропорциональные толщине материала (например, 1x для алюминия) | Предотвращает трещины, повышает эффективность инструмента |
| Направление зерна | Изгибайте перпендикулярно зерну, когда возможно | Снижает риск трещин, повышает прочность |
| Значения коэффициента K | Используйте правильный коэффициент K для толщины (например, 0.4 для 0.5 мм, 0.5 для 2 мм) | Обеспечивает точность плоских шаблонов |
| Допуски | Держите изгибы в пределах +/- 0.010 дюймов; допуск радиуса +/- 1.0 | Обеспечивает соответствие деталей, снижает необходимость переделки |
| Программные инструменты | Используйте CAD с проверками изгиба, развёртками и моделированием | Повышает точность, снижает ошибки |
| Конструкторское проектирование сборки | Минимизировать количество деталей, стандартизировать крепеж, использовать направляющие отверстия | Уменьшает время сборки, облегчает производство |
| Документация | Записывать стандартные радиусы сгиба, коэффициенты K, направление волокон | Обеспечивает ясные инструкции, снижает количество ошибок |
Совет: всегда проверяйте свой контрольный список перед началом производства. Этот шаг экономит время и предотвращает дорогостоящие ошибки.
Примеры сценариев
Вы можете учиться на реальных сценариях, чтобы выбрать лучший метод для ваших нужд. Таблица ниже показывает, как разные подходы приводят к лучшим результатам:
| Контекст сценария | Фокус производства | Используемые техники | Результаты / преимущества |
|---|---|---|---|
| Запуск нового продукта | Оценка осуществимости и рисков | Анализ сценариев | Помогает планировать ресурсы, корректировать бюджеты и снижать риски |
| Управление производственным проектом | Оптимизация распределения ресурсов | Анализ сценариев, сравнение ROI | Поддержка решений по срокам проекта, аутсорсингу или найму на основе моделированных результатов |
| Стратегическое планирование | Приоритизация в условиях ограничений | Моделирование сценариев | Руководство по расширению или модернизации объектов на основе спроса и нормативов |
- Монтекарло моделирование помогает предсказать возможные исходы и управлять рисками.
- Анализ взаимного влияния показывает, как одно изменение влияет на другие части проекта.
- Деревья решений помогают видеть результаты каждого выбора шаг за шагом.
- Рассказывание сценариев облегчает понимание воздействия решений для всех участников.
- Матрицы сценариев позволяют быстро сравнивать варианты, используя два ключевых фактора.
Статистические инструменты, такие как Six Sigma и управление процессами также помогают улучшить качество и снизить отходы в проектах гибки листового металла.
Когда обращаться к XTJ Precision Mfg
Вам следует связаться с XTJ Precision Mfg когда вы сталкиваетесь со сложными решениями или нуждаетесь в экспертной поддержке. Вот некоторые причины обратиться к их команде:
- XTJ Precision Mfg имеет сертификат ISO 9001 и фокусируется на качестве, инновациях и совершенствовании процессов.
- Вы можете получить помощь на любом этапе, от прототипа до полной продукции, потому что XTJ предлагает комплексные производственные решения.
- Их эксперты помогают выбрать правильные материалы, инструменты и настройки станков для вашего проекта.
- Вы получаете выгоду из их опыта с передовым программным обеспечением, программированием ЧПУ и оптимизацией процессов.
- XTJ предоставляет рекомендации по документации, проектированию сборки и контролю качества, чтобы ваши детали соответствовали всем требованиям.
Примечание: если у вас есть новый дизайн, строгие допуски или необходимость оптимизации производства, XTJ Precision Mfg поможет вам выбрать лучший метод гибки листового металла для ваших целей.
Выбор правильной техники гибки определяет успех вашего проекта. Вы улучшаете результаты, когда соответствуете метод материалу, дизайну и потребностям производства.
- Процессы принятия решений с помощью руководств используют распознавание образов и автоматизированное планирование. Эти методы экономят время, снижают затраты на инструменты и повышают эффективность по сравнению с ручным методом проб и ошибок.
- Руководство по принятию решений и таблица сравнения помогают вам планировать с уверенностью.
XTJ Precision Mfg поддерживает вас экспертными советами. Правильный выбор экономит время, снижает затраты и обеспечивает качество.
Часто задаваемые вопросы
Какая техника гибки листового металла является наиболее экономичной?
Часто наиболее экономичной считается воздушная гибка. Она использует меньше силы и простые инструменты. Легко регулируются углы. Этот метод хорошо подходит для прототипов и небольших партий.
Как снизить выкрашивание при изгибах?
Вы можете снизить выкрашивание, выбрав конирование или гибку по дну. Эти методы используют более высокую силу и более точно задают угол. Также помогает регулировка глубины штампа и использование подходящего материала.
Какую технику использовать для высокоточных деталей?
Для высокоточных деталей следует использовать конирование. Этот метод обеспечивает строгие допуски и практически отсутствие выкрашивания. Он лучше всего подходит для больших серий, где важна точность.
Можно ли гнуть толстые или высокопрочные металлы?
Можно гнуть толстые или высокопрочные металлы с помощью роликового или дна гибки. Эти методы требуют большей силы. Перед началом обязательно проверьте возможности вашей машины.
Как лучше всего избежать царапин на поверхности?
Следует использовать складывание или хорошо обслуживаемые инструменты, чтобы избежать царапин. Чистые штампы и правильное смазывание также помогают. Защита листа при обработке сохраняет гладкую поверхность.
Как выбрать правильную технику гибки для вашего проекта?
Начинайте с составления списка вашего материала, толщины, конструкции детали и объема производства. Используйте таблицу сравнения выше. Если вы не уверены, проконсультируйтесь с экспертом, например XTJ Precision Mfg для получения рекомендаций.

